别再纠结于文字描述了,观看视频,让(费县)(当地)镀锌管无缝钢管做工精细产品为你展现真实魅力!
以下是:费县(费县)(当地)镀锌管无缝钢管做工精细的图文介绍
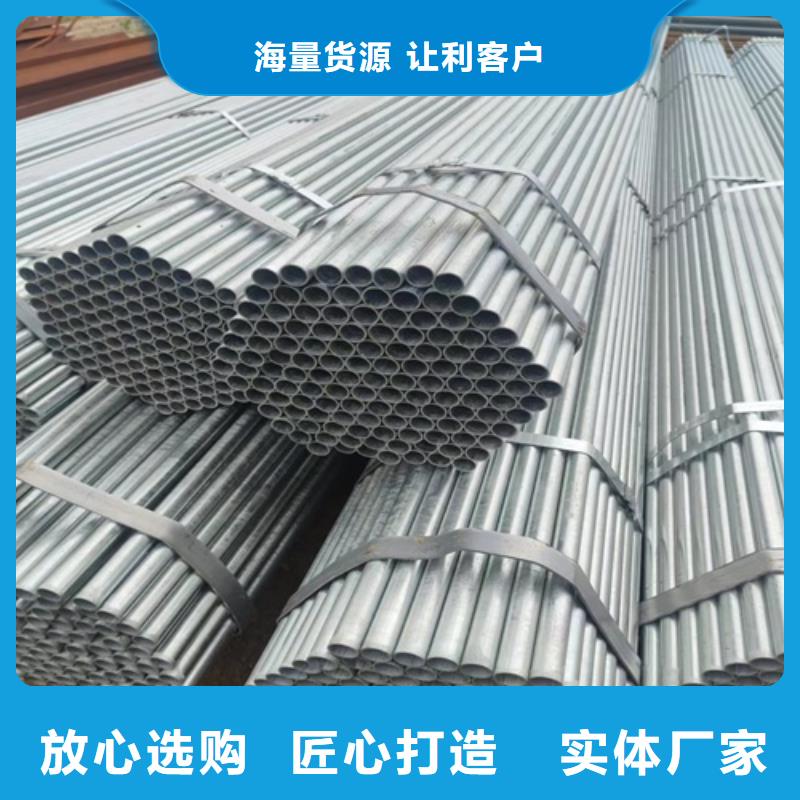
(当地)镀锌管无缝钢管做工精细")
镀锌管连接方式:螺纹,焊接 其一、滚槽方式连接 (一)滚槽焊缝开裂: 1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。 2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。湘潭大棚管,湖南大棚管 3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。 (二)滚槽钢管断裂: 1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。镀锌管,湖南大棚管 2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。 3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。 4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。 5.用游标卡尺检查钢管的沟槽是否规定。 (三)滚槽机滚压成型的沟槽应符合下列要求: 1.管端至沟槽段的表面应平整无凹凸、无滚痕。 2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 其二、焊接式连接 1.镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2.镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3.镀锌钢管管口对接后,管口部位出现砂眼: 4.焊接时由于技术原因造成。 5.管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。
(当地)镀锌管无缝钢管做工精细")
(当地)镀锌管无缝钢管做工精细")
费县镀锌管的硬度检测方法 费县镀锌钢管要进行力学性能测试。镀锌钢管广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。力学性能测试方法主要分两类,一类是拉伸试验,一类是硬度试验。 拉伸试验是将镀锌钢管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。20G高压锅炉管采用的锅炉受压元件用钢,一般在39公斤以下的锅炉应用,为了在较高压力下使用,往往都把受热面管设计的很厚。为了减少热阻和节省钢材,保证较高或高压锅炉用钢的安全性,同时也为了降低用钢量,普遍采用的是16MnG.同时也有添加稀土、镁等金属和非金属材料的特殊钢材。这样会提高锅炉用钢的性能,减少钢材的耗量,同时也降低了热阻。拉伸试验是金属材料基本的力学性能试验方法,几乎所有的金属材料,只要对力学性能有要求,都规定了拉伸试验。 硬度试验是将一个硬质压头按规定条件缓慢压入试样表面、然后测试压痕深度或尺寸,以此确定材料硬度的大小。硬度试验是材料力学性能试验中简单、迅速、易于实施的方法。硬度试验是非破坏性的,材料硬度值与抗拉强度值之间有近似的换算关系。材料的硬度值可以换算成抗拉强度值,这一点具有很大的实用意义。
(当地)镀锌管无缝钢管做工精细")
(当地)镀锌管无缝钢管做工精细")
(当地)镀锌管无缝钢管做工精细")
费县镀锌钢管的防锈方式 组份环氧涂料防腐蚀特性出色,在耐用性、耐磨性能、冲击韧性等领域均有显著的优势,与传统的的溶剂型涂料对比具备边沿附着性好、不容易造成裂痕、工程施工高效率、工程施工的安全系数更强等特性,使组份环氧涂料愈来愈广泛运用于大中型镀锌钢管的防腐蚀。现阶段,针对大中型镀锌钢管无溶剂涂料喷涂工程施工大多选用人力喷涂的方法,防腐蚀层品质无法得到确保,高效率低,镀层干固所需时间长,需占据很多场所。对于这样的事情,产品研发出了大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性。 1、大中型镀锌管组份环氧树脂镀层全自动喷涂技术性选用热干固技术性、建筑涂料加温技术性,应用组份份自动喷涂设备喷漆组份环氧涂料,提升防腐蚀镀层的总体防腐蚀功能和生产效率,减少员工的劳动效率。 2、选用大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性,可全天工程施工不会受到条件限定,镀层一次涂膜厚,干固時间快。 3、大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性,自动化技术水平高,漆层匀称,薄厚误差小。
(当地)镀锌管无缝钢管做工精细")
(当地)镀锌管无缝钢管做工精细")
(当地)镀锌管无缝钢管做工精细")
页面所展示的 无缝钢管、产品可销往江苏、上海、浙江、福建、安徽、江西、山东、山西、河北、河南、北京、天津、辽宁、吉林、黑龙江、内蒙、宁夏、陕西、新疆、青海、湖南、湖北、重庆、四川、贵州、云南、广东、广西、海南等省市和自治区。
(当地)镀锌管无缝钢管做工精细")
(当地)镀锌管无缝钢管做工精细")





 扫一扫
扫一扫